![]()
![]()

|
基本配置
膜塗(tú)層非標自動化設備(bèi)介紹(shào)
中共十九大提出高質量的需求後,國家層麵對環境汙染的整治,加大(dà)了環保設備的需求,尤其是水(shuǐ)汙(wū)染的處理,改變了以前(qián)小打小鬧的汙水處(chù)理,中央大資金的投入,加上政策上的施壓,倒逼那些產生汙(wū)水的企事業單位不斷加碼對汙水的處理能力,同時人民生活對飲用水的高質量的要求,驅動了水處理環保設備需求市場的加劇,然而汙水處理最重(chóng)要的環節就是過濾,過濾就必須得用上水過濾膜,所以膜就是水處理(lǐ)過程中一種(zhǒng)高值易耗品(pǐn),由於市場需求突然增加,導致傳(chuán)統的人工生產膜的產能嚴重供應不足,隨著膜的(de)產(chǎn)能增(zēng)加,成本要求壓縮的條件下,再實行增人擴大產能提高效益的事情已經是難以為繼,因為現在中國已經加速(sù)進入老齡化(huà),人工貴(guì),人難請,人難管,人難留的(de)問題已(yǐ)經擺在(zài)麵前,因此膜的塗層非(fēi)標自動化設備需求已經迫在眉睫,蜜桃视频免费版(shì)自動化在這個時候先人一步,已經承(chéng)接定做膜塗層非標自動化設備。
以下是我們公(gōng)司做過的膜塗層非標自(zì)動化設備工作過程和功能介(jiè)紹:
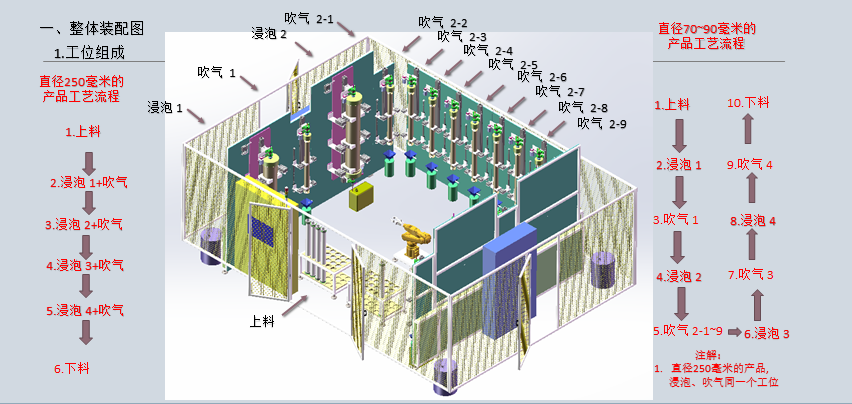
3.1膜塗層非標自動化設備生產工作流程
浸液1、
1. 機(jī)械手(shǒu)到上(shàng)料框取出(chū)膜組,搬運到浸液1工位,上下氣缸動(dòng)作卡緊膜組,步進馬達驅動上、下端蓋(gài)卡入膜殼上、下端。
2. 將膜組件旋轉30°,使(shǐ)膜殼軸線與水平線夾角為60°。
3. 啟動1#反應釜液(yè)體抽吸(xī)泵,將1#液體從膜組件殼(ké)體從下往上注入組件進入膜(mó)絲內部直到達到設定的液體量,關閉抽吸泵。
4.將1#液體保持在膜組件內,浸泡(pào) 2min( 程序可設置0-5min,精(jīng)度1s)。
5.打開下部液體排放(fàng)開(kāi)關,排出廢液。(重複3-5步驟1次)
6. 將膜殼組件再反向旋轉30°,使膜殼垂直放(fàng)置(膜殼軸線垂直)。
7.機器(qì)人抓住膜(mó)組(zǔ),上下步進馬達驅動,退出上上下端蓋,夾(jiá)緊氣(qì)缸放鬆,機器人移動膜(mó)組浸液1的吹掃工位,氣缸夾緊膜(mó)組,上端蓋馬達驅動,卡緊(jǐn)膜組,打開通氣閥,將設置好的壓力、流(liú)量的壓縮氣體(由無油氣泵提供氣源)從上往下吹掃5min(程序可(kě)設(shè)置(zhì)0-5min,精度1s)。
8.吹掃完第一次後馬達驅動退出吹掃端蓋,機器(qì)人(rén)抓取膜組,夾緊氣缸鬆開,機器人移動(dòng)膜組(zǔ)到設(shè)定的空間位置,垂直旋轉180°,再(zài)放到浸液1吹掃工位,氣(qì)缸夾緊,馬達驅動卡上端蓋吹掃,進行第二次吹掃,吹掃 5min(程序(xù)可設置(zhì)0-5min內(nèi)可調,精度1s)。關閉壓縮氣體通氣閥。
浸液(yè)2
1.機器人將浸(jìn)液1吹掃工位(wèi)上的膜組件搬運到浸液2工位,氣缸夾緊,馬達驅動(dòng)上、下端蓋卡(kǎ)入膜殼上、下(xià)端。
2.將膜組件旋轉30°,使膜(mó)殼軸線與水平線夾角為60°,打開2#反應(yīng)釜液體抽吸泵,
將2#液體從膜組件殼體從下往上注(zhù)入組件進入膜絲內部直到達到設置的液(yè)體量(liàng)。關閉2#反應釜抽吸泵。
3.將2#液體保持在膜(mó)組件內,浸泡 5min(程序可設(shè)置0-10min,精(jīng)度1s)。
4.打開下部液體排放開關(guān),排出廢液。
5. 將膜殼(ké)組件再反向旋轉30°,使膜殼(ké)垂直放置(zhì)(膜殼軸線垂直)。
6機器人抓取膜組,搬運(yùn)到浸液2的吹掃工(gōng)位1,氣缸夾緊,馬達驅動上端蓋卡(kǎ)入膜組(zǔ)上端,打開通氣閥,將設置(zhì)整(zhěng)好的壓力、流量的壓縮氣體(由無油氣泵提供氣(qì)源)從上往下吹掃 1h(程序可設置0-3h,精(jīng)度1min)。
7.吹掃完第(dì)一(yī)次後,機器人抓(zhuā)取膜組,氣缸鬆動,馬達驅動(dòng)退出端蓋,機器人移動膜組到設(shè)定的空間位置,垂直旋轉180°,再次放入吹掃(sǎo)工位,氣缸夾緊,馬達驅(qū)動卡上吹掃端蓋,進行第(dì)二次吹(chuī)掃,吹掃1h(程序可設置(zhì)0-3h,精度1min)。關閉壓縮氣體通氣閥。
8、以此類推(tuī)浸(jìn)液2工位配(pèi)又1-9號吹掃工位,機器人根據(jù)每個工位程序要求,搬運、調換膜(mó)組,直到9個吹掃工位(wèi)全部吹(chuī)掃狀態,輪流切換(huàn)膜組。
浸液3
1.機(jī)器人將浸液(yè)2吹掃(sǎo)工位上吹掃(sǎo)好的膜組搬運到浸液3浸液工位,氣缸夾緊(jǐn),馬達驅動上下端蓋卡緊。
2.將膜組件旋轉30°,使膜(mó)殼軸線(xiàn)與水平線夾(jiá)角為60°,打開3#反應釜液體抽吸泵,
將3#液(yè)體從膜組件殼體從(cóng)下(xià)往上注入組件(jiàn)進入膜絲內部直到達到設定的液體量。關閉3#反應釜液體抽吸泵。
3.將3#液體保持在膜(mó)組件內,浸泡 3min(程序可設置0-5min,精度1s)。
4.打開下部液體排(pái)放開關,排(pái)出廢液。
5. 將膜殼組件再反向旋轉30°,使膜殼垂直放置(膜殼軸(zhóu)線垂直)。
6.馬達驅動退出(chū)上下端蓋,機(jī)器人夾緊膜組,夾(jiá)緊氣缸鬆開,機器人搬運膜組到浸液3吹(chuī)掃工位,氣缸夾緊膜組,馬達驅動卡緊上端吹掃端蓋,打開通氣(qì)閥,將設置好的壓力、流量的壓縮氣體(由無油氣泵提供氣源(yuán))從上往下吹掃 3min(程序可設置0-30min,精度1s)。
7.吹掃完第一次後,馬(mǎ)達驅動退出吹掃端蓋,機器人再次抓緊膜組,夾緊氣缸鬆開,機(jī)器人移動膜(mó)組到設置的(de)空間位置,垂直旋轉180°,再次搬運到吹掃工位,氣缸夾緊,馬達再次驅動卡上上吹掃端蓋,進行第二(èr)次吹掃,吹掃(sǎo) 3min(程序可設置0-30min,精度1s)。關閉壓縮氣體通氣閥。
浸液4
1.機器人從浸液3吹掃工位搬運(yùn)膜組旋轉(zhuǎn)180°到浸液4浸液工位(wèi),氣缸夾緊膜(mó)組,馬達驅動(dòng)卡(kǎ)緊上下端蓋。
2.將膜組件旋轉30°,使(shǐ)膜殼軸線與水平線(xiàn)夾角為60°,打開4#反應釜液(yè)體抽吸泵,
將4#液體從(cóng)膜組件殼體從下往上注入組件進入膜(mó)絲(sī)內部直到達到設置好的液體(tǐ)量。關閉4#反應釜液體抽吸泵。
3.將4#液體(tǐ)保持在膜組件內,浸泡 1min(程序可設置0-3 min,精度1s)。
4.打開(kāi)下部液(yè)體(tǐ)排放開關,排出廢液。
5. 將膜殼組件再反向旋轉30°,使膜(mó)殼(ké)垂直放置(膜殼軸線垂(chuí)直)。
6.馬達驅動,退出上下(xià)端蓋,機器(qì)人抓取膜組,氣缸鬆開,機器人將膜組搬運到浸液4吹掃工位,氣缸夾緊(jǐn),馬達驅動上吹掃端蓋卡緊,打開通氣閥,將設置好的壓力、流量的(de)壓縮氣體(tǐ)(由無油(yóu)氣泵提供氣源)從上往下(xià)吹掃 1min(程序可設置0-5min,精度1s)。
7.吹(chuī)掃完第一次後(hòu),馬達驅(qū)動退出吹掃端蓋,機器人抓緊膜組,氣缸鬆開,機(jī)器人移動膜組到設定的空間位置,垂直旋轉膜組180°,機器人再次將模組移動到吹掃工位,氣缸夾緊,馬達驅(qū)動上吹掃端(duān)蓋卡緊,進行第二(èr)次吹掃,吹掃 1min(程序可設置0-5min,精度1s)。關閉壓縮氣體通氣閥。
8. 組件完成,機(jī)器人抓取膜組放置到(dào)卸料區。
注:1、以上浸液時間、吹掃時間(jiān)、注入液體量均可以在觸(chù)摸屏人機界麵軟件中直接設(shè)置
2、每種規格(gé)膜組塗抹塗層的工作(zuò)程序可以在觸摸屏人機界(jiè)麵(miàn)中另存,方便下次使(shǐ)用直接調用,大大減(jiǎn)少(shǎo)換線時間
3、6軸機器人編程可以在觸摸屏人機界麵中直接編(biān)程,不需要通過示教器編程,這樣降低編程(chéng)難(nán)度,大量縮短(duǎn)編程時間,方便生產運用產品視頻
上(shàng)一篇|暫無上(shàng)一(yī)篇
下一篇|暫無下一篇