
解析波峰焊工藝參數控製要點(diǎn)
波峰焊工藝(yì)參數有哪些控製要點呢?讓蜜桃视频免费版自動化科技帶您一起(qǐ)來了解一下吧。
1. 焊劑塗覆量
要求在印製板底麵有薄薄的一層焊劑,要均勻,不能太厚,對於免清(qīng)洗工藝特(tè)別要注意不能過量。焊劑(jì)塗(tú)覆方法(fǎ)是采用定(dìng)量噴射方式,焊劑是密閉在容器內的,不會揮發、不會(huì)吸收空(kōng)氣水(shuǐ)分、不會(huì)被汙染,因此焊劑成分能保(bǎo)持不變。關鍵要求噴頭能夠控製噴(pēn)霧量,應經常清理噴頭,噴射孔(kǒng)不能堵塞。
2. 印製(zhì)板(bǎn)預熱溫度和時(shí)間
預熱的作用:
將焊劑中的溶劑揮發掉(diào),這樣可以減少焊接時(shí)產生氣體;
焊劑中鬆香和活性劑開始分解和活性化,可以去除印製板焊盤、元器件端頭和引腳表麵(miàn)的氧化膜及其它汙染物,同時起到保護金屬表(biǎo)麵防止發生再氧化的作用;
使印製(zhì)板和元(yuán)器件充分預熱,避免焊接時急劇升溫產(chǎn)生熱應力損壞印製板和元器件。
預熱溫度和(hé)時間決定因素(sù):
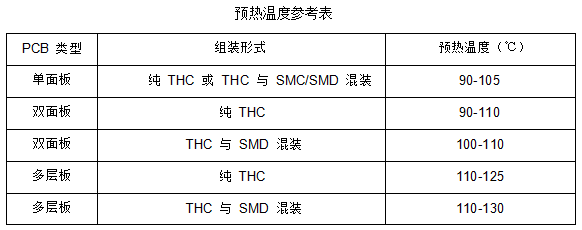
印製板預熱溫度和時間(jiān)要根據印製板的大小、厚度、元器件(jiàn)的大小(xiǎo)和多少、以及貼(tiē)裝元器件的多少來確定。預熱溫(wēn)度在 90-130℃(PCB 表(biǎo)麵溫度),多層板以及有(yǒu)較多貼(tiē)裝元器件時預熱溫度取上限,不同 PCB 類型和(hé)組裝形式的預熱溫度參考下表。
參考時一定要(yào)結合組裝板的具體情況,做工藝試驗(yàn)或(huò)試焊後進行設置。預熱(rè)時間由傳送帶速度來控製。如(rú)預熱溫度偏低或和預熱時(shí)間過短,焊劑(jì)中的溶(róng)劑揮發不充(chōng)分,焊接時產生氣(qì)體(tǐ)引起(qǐ)氣孔、錫球等焊接缺陷;如預熱溫度偏高或預熱(rè)時間過長,焊劑被提前分解,使(shǐ)焊劑失去活性,同樣會引起(qǐ)毛刺、橋接(jiē)等焊接缺陷。因此要恰當控製預熱溫度和時間,最佳的預熱溫度是在波峰焊前塗覆在PCB 底麵的焊劑帶有粘性(xìng)。