基本配置
電表整表焊接方案
——————————新型焊接流(liú)水(shuǐ)線介紹
高效 節能 省人 實用
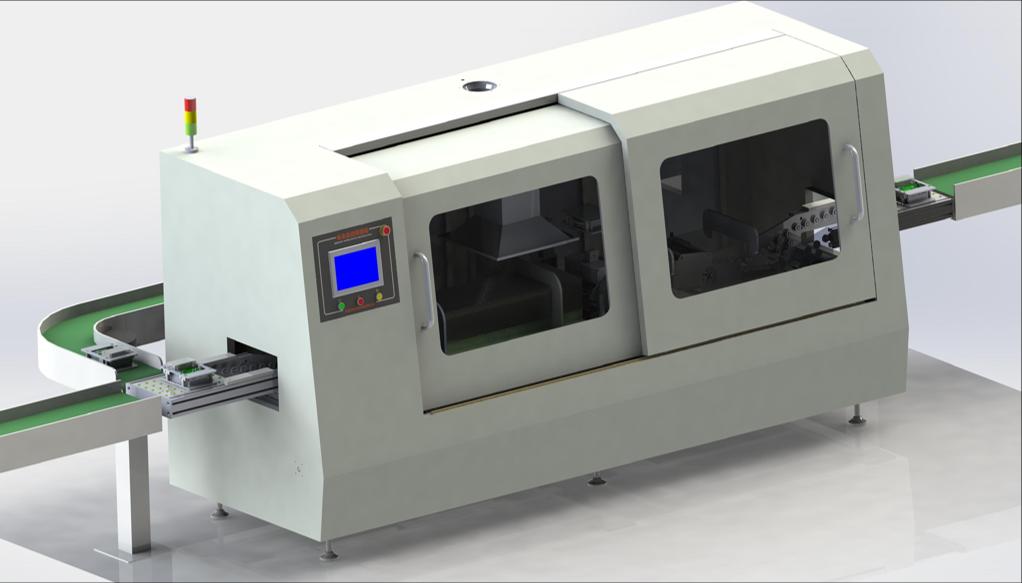
新型電表焊接流水線簡介
用途:為實現電表整表焊接工藝(yì)而設(shè)計的一種新型焊接(jiē)流水線。
(電表模塊與底殼裝配後進行高質量(liàng)焊接)
特點:高(gāo)效,節能,焊點美觀。
優勢(shì):相比其它(tā)焊接設備(如龍門機械手烙鐵焊,選擇性(xìng)波(bō)峰焊(hàn),大(dà)型拚(pīn)版載(zǎi)具焊等),具有產能更高(gāo),性價比(bǐ)高,維護簡(jiǎn)單,性能穩定(dìng),耗材省(省電,省助焊劑,省錫)。
理論產能:≥700 個/小時,生產節拍 5 秒。
人員需求:2 人;一(yī)人負責入口放表,一人後方取表;
電力消耗:5KW.h;
錫渣量:1.6 公斤/8 小時;
焊(hàn)接方式:噴流波峰焊接(jiē)。
預熱方式:二預熱區,局部(bù)熱風;
助焊劑噴(pēn)塗:局部塗敷;
周轉治具數量:12 個;
流轉方向:左進右出,或右進左出;
錫爐容(róng)量(liàng):65 公斤;
焊接機內部流程:
流水線前端人工操作步驟(zhòu):
第一步:放(fàng)表。把表放入開合式治具; 第二步:合蓋。合上磁吸式蓋;
第三(sān)步:推入。把治具推入(rù)接駁口傳輸(shū)皮帶區。
流水(shuǐ)線後(hòu)端人工操作步驟: 步驟操作相反步驟,不再贅述。
客戶案例:
一、焊接位置:上(shàng)圖紅線內 15 個焊點; 二、產能需(xū)求:8 小時完(wán)成 5300 隻;
三、人員比對:原來手工焊人員需求 9 人;自動焊接:2 人;節省人數:7 人;
四、焊接質量比對:圖一為自動焊(hàn)接線(xiàn)焊接,圖二為手工焊接。
從焊點外(wài)觀比對,手工焊接存在小錫珠和鬆香痕跡(jì),焊點不光亮。
透錫一般(bān)。機器焊接的焊點光亮(liàng),透錫好,焊點(diǎn)一致。
生產現場圖片:
前段:模塊與表殼裝配
中段:自動化焊接(jiē)
後段:裝上蓋
產品(pǐn)視頻